Technique de découpe
Cette technique de découpe utilise un fil résistif dans lequel on fait circuler un courant afin de produire un échauffement. Lorsque le fil est à bonne température il permet de découper proprement du polystyrène, Dépron, EPP …
Il existe différents types de fil résistifs : Nichrome (Nickel / Chrome), Khantal (fer / chrome / aluminium), Constantan (Cuivre / Nickel).
On trouve du fil Kanthal pour quelques dizaines de centimes au métre sur Ebay. (Par exemple : Tech-parts)
Le matériel
Pour ce 1ier essai, j’ai utilsé un fil kanthal de 0.2mm (R = 25ohms / m).
Il est mis en tension par un « arc » en H :

Le fil est alimenté par mon chargeur iCharger 106B+ en mode « Foam cut » :

Le courant est réglé à 0.8A pour le fil de 0.2mm (25ohms/m).
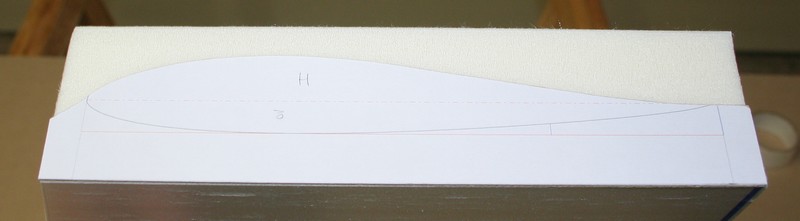
La découpe se fait en suivant un gabarit. Le bloc de polystyrène doit être lesté afin de ne pas bouger.
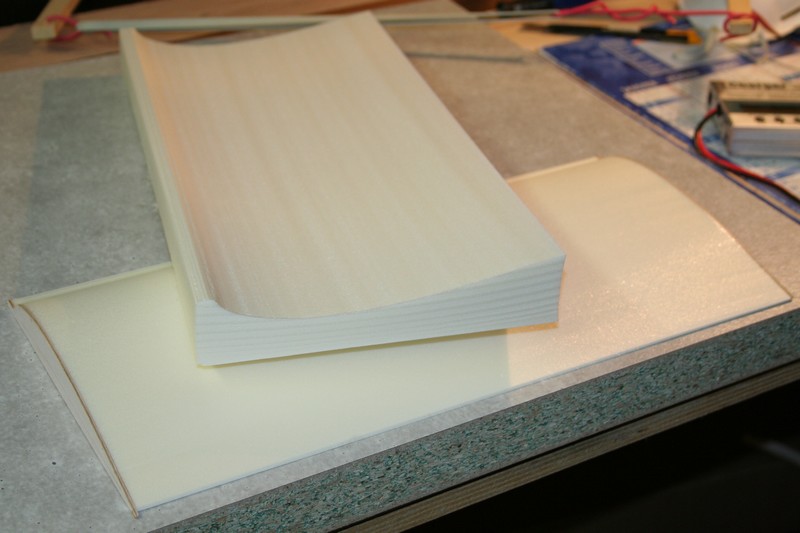
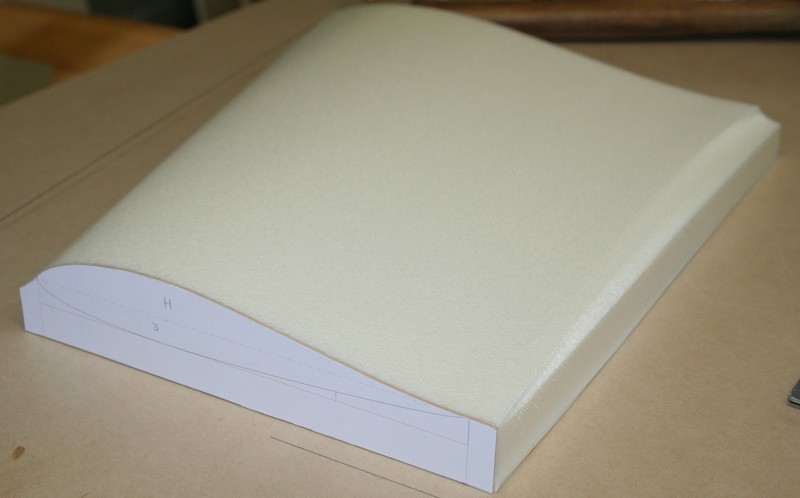
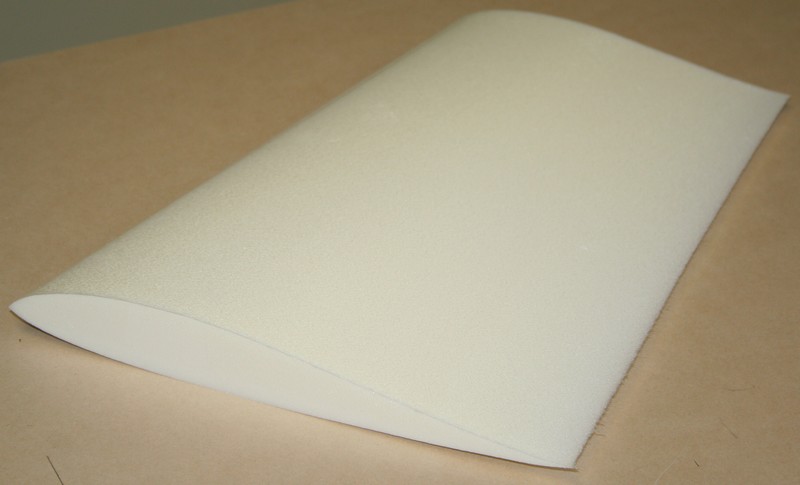
Voici par exemple le résultat sur du polystyrène extrudé :
Remarques
– Le fil de 0.2mm est un peu fin, donc fragile.
– Sa résistance de 25 ohms/m limite la longueur utilisable.
– Il peut être plus intéressant d’utiliser un fil de 0.3mm (20 ohms/m)
La machine !
Réaliser une belle découpe en guidant l’arc à la main, c’est un peu difficile. Donc voici une machine assez simple à fabriquer.
L’idée vient du site Aéropic : Machine de découpe.
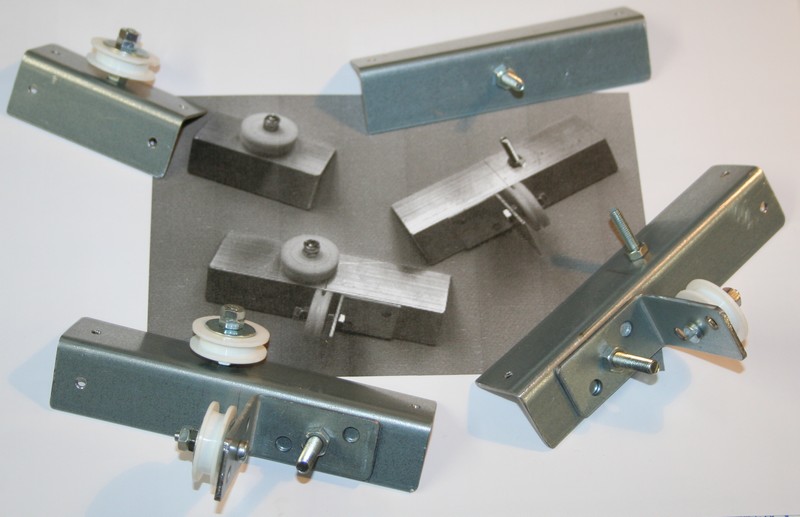
Voici les pièces à réaliser avec de la cornière et des poulies : (Voir aussi sur Aéropic)
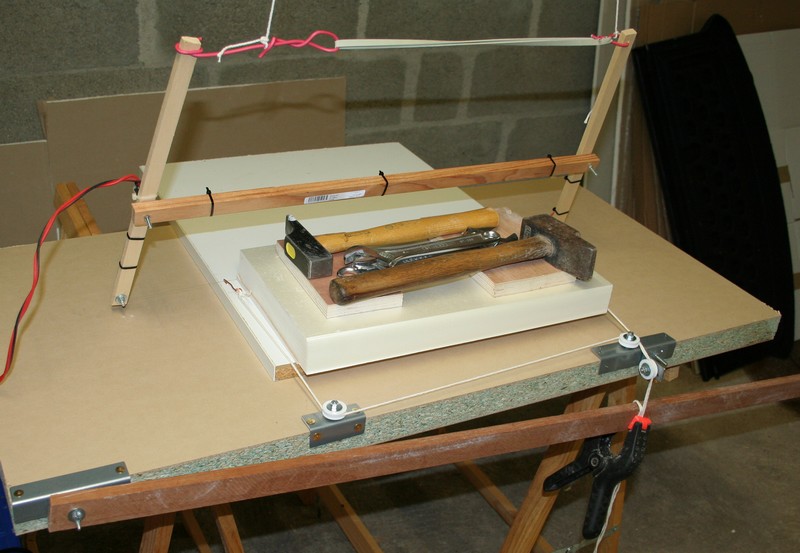
La machine assemblée pour une coupe droite :


Les profils supérieurs et inférieurs :

Remarques :
– Le talon est trop fin, donc le fil est trop prêt du plateau …
– Il faut qu’ils soient bien lisse pour que le fil glisse parfaitement.
– Attention à l’angle d’entrée afin que le fil ne reste pas accroché.
Les profils sont collés au double face sur le bloc de polystyrène.
Vidéo :
Le réglage :
Des vagues : fil pas assez chaud (augmenter le courant) et/ou vitesse trop importante (réduire la masse de traction)

Pour le fil de 0.2mm, je suis passé à 0.9A. Le résultat :


La machine suite ! Découpe assymétrique
Lorsque l’aile n’a pas la même corde à l’emplanture qu’au saumon, il faut ajouter une poulie … Puis faire un petit calcul afin de bien les positionner. (Voir Aéropic)
Voici la machine en configuration :
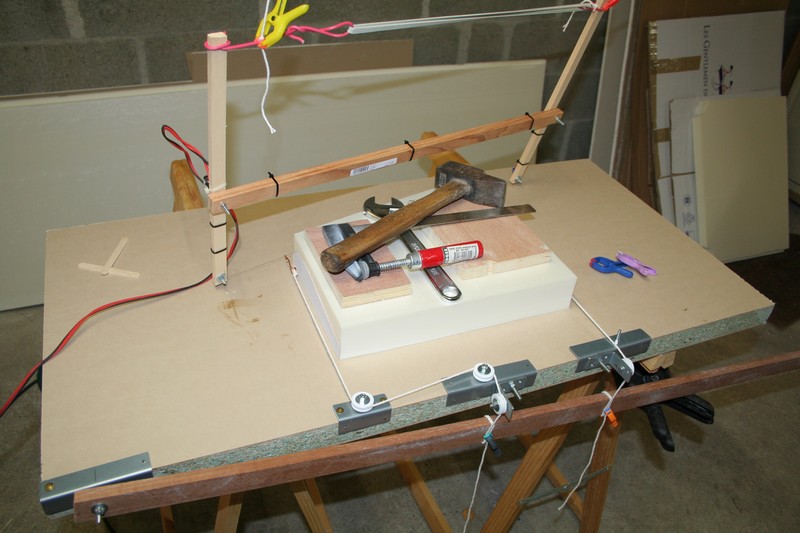
Au préalable les blocs ont été préparés.

Profil extrado :
Première passe :
Profil intrado :

Résultat :
Remarque :
Le fil utilisé : Type Kanthal D; Diamètre : 0.38mm; 12.5 ohms/m. Courant : 1.7 A.






