Le matériau le plus facile et le plus utilisé sur les imprimantes 3D FDM (Fused Deposition Modeling ou dépot de matière fondue) est le PLA. Il présente 2 gros inconvénients pour la fabrication de pièces ‘techniques’, il est très rigide, donc cassant et commence à se ramollir de façon importante vers 60°C. J’utilise déjà du PETG pour la réalisation certaines pièces du P-47. J’ai cherché un matériau ayant une tenue en température encore plus élevée. J’ai donc acheté 2 produits pour les évaluer, de l’ASA et de l’ABS (bien que ce dernier soit réputé compliqué à mettre en oeuvre).
Vicat A : Température de ramollissement Vicat (Vicat softening temperature) indique la température à laquelle la résistance mécanique d’une matière thermoplastique devient insuffisante.
Réglages et tests
Des réglages corrects ont été trouvés assez rapidement pour l’ASA et l’ABS. J’ai commencé sans aucune ventilation, mais le plastique ne refroidissant pas assez vite, la pièce de test avait tendance à se déformer. Dans les 2 cas, j’obtiens un bon résultat sans ventilation de première couche, puis avec 30% de ventilation pour le reste de la pièce.
Nota : L’ABS et ASA n’aiment pas les courants d’air. Mon Anycubic I3 Mega est dans un caisson.
L’ASA et l’ABS contiennent du Styrène, c’est un produit toxique. Il convient de filtrer l’air du caisson ou de ventiler la zone de travail !
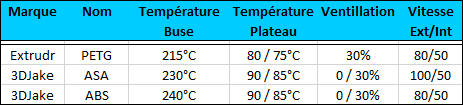
Mes réglages
Conclusion
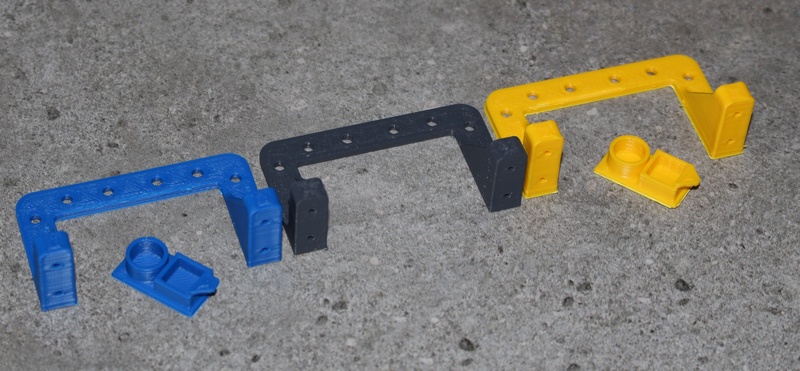
Sur la photo, en bleu : ASA, en gris : PETG, en jaune : ABS.
Les résultats obtenus avec l’ASA sont vraiment très bon, l’ABS n’est pas très loin, et finalement pas si difficile à utiliser. L’ABS est un peu plus flexible que l’ASA et le PETG.
La température de ramollissement Vicat de l’ABS et de l’ASA de l’ordre de 95°C permet d’envisager la réalisation de pièces exposées à un fort rayonnement solaire par exemple.